Demo verzia programu je plne funkčná, len má obmedzený rozsah G-kódu.
To znamená, že jednoduché tvary a návrhy sa dajú bez problémov frézovať.
Pri rozsiahlejších súboroch je potrebné si zakúpiť licenciu.
Pri tomto programe si môžete upraviť pracovnú plochu tak ako Vám vyhovuje. Slúži na to súbor Mach3Screen.exe.
Hlavné vlastnosti:
- Pripojenie cez LPT port, Step/Dir systém (voľne nastaviteľné výstupy na LPT),
- Max. 6 osé riadenie,
- Trojstupňový, max. 45kStep/sec rýchlostný impulzný generátor,
- Veľmi hladké a stabiklné impulzy,
- Výnimočne variabilné hardverové a softverové nastavovanie,
- Importuje nasledovné súbory: G-kód, HPGL, DXF, JPG, BMP ,
- Pomocné programy: Encóder, PWM, RS232, USB, stb. Programovanie možné vo Visual Basic
- Čo je zaujímavé - na rozsah schopností je veľmi lacný oproti podobným!
Minimálne požiadavky: Win. XP, 1.4GHz, LPT port.
Základné funkcie sú podobné ako pri Mach2!
Demo verzia sa nachádza na stránke Art of CNC. Limit demo verzie je 1000-riadkový G-kód. Impulzný generátor je ohraničený hodnotou 25 kStep/sec.
Pripravujeme obrazovku s Slovenskom jazyku.

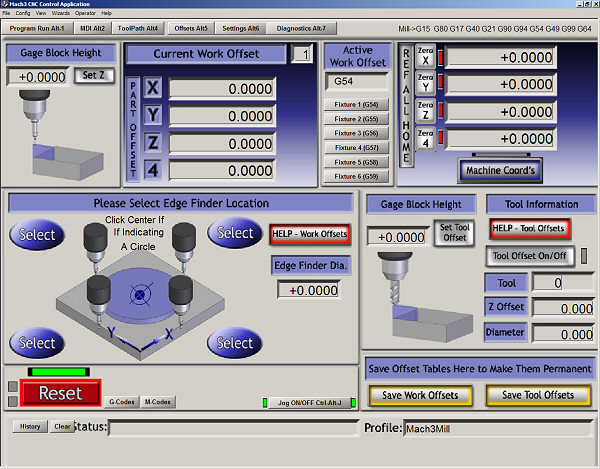
(Táto funkcia slúži na import prac. plochy)
Čerstvo nainštalovaný program je potrebné nakonfigurovať, aby komunikoval s elektronikou. Tu popísané nastavenia platia pre našu elektroniku. Tieto nastavenia sú uložené v súbore Mach3Mill.xml.
Tu popísané len približne popisuje jednotlivé nastavenia. S ohľadom na obrovské možnosti programu nie je možné si ukázať všetko. Na to slúži návod pre Mach3.!
Najdôležitejšie nastavenia: menu Config.
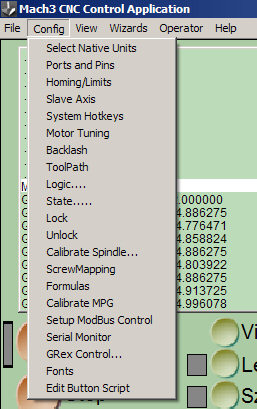
(Setup)
Select Native Unit:
Nastavenie používanej miery.
(u nás mm )
Port and Pints:
Porty a bity - ich miesta a používanie.
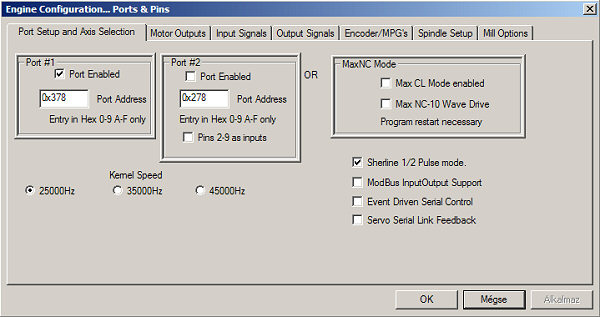
(LPT porty a ich adresy, a pod.)
Softver dokáže obsluhovať 2 LPT porty (6D). Tu sa zadávajú a nastavujú adresy ako aj rýchlosť impulzného generátora pre našu elektroniku postačuje 25000Hz.!
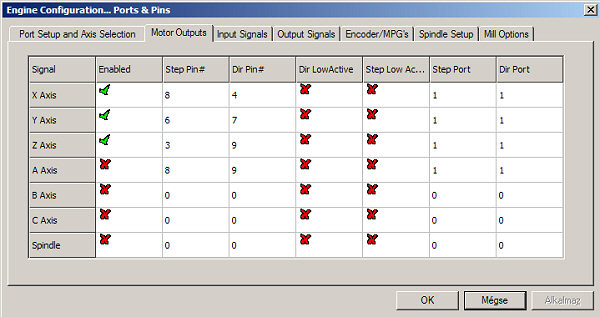
(Step/Dir )
Tu sa zadávajú hodnoty Step/Dir pre jednotlivé osi. Úroveň Dir sa dá zmeniť v okne LowActive a tým sa zmení smer točenia. Step/Dir udáva piny na LPT porte a tak sa mení v závislosti od použitej elektroniky. Jednotlivé nastavenia pre naše ovladače nájdete na príslušných stránkách.
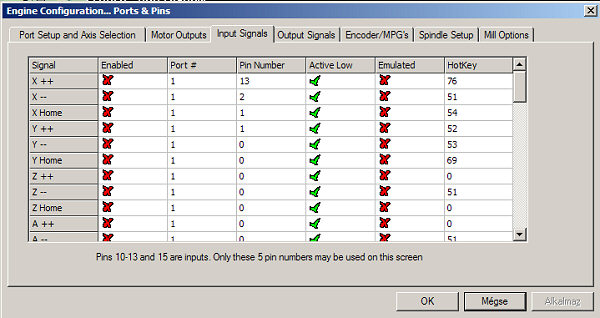
(Vstupy konc. spínačov.)
Profi1 nepoužíva tieto vstupy (na rozdiel od Profi2B karty)! Na obrázku je nastavenie pre Profi1 ovladač. Pri Profi2B je aktívnych 5 vstupov!
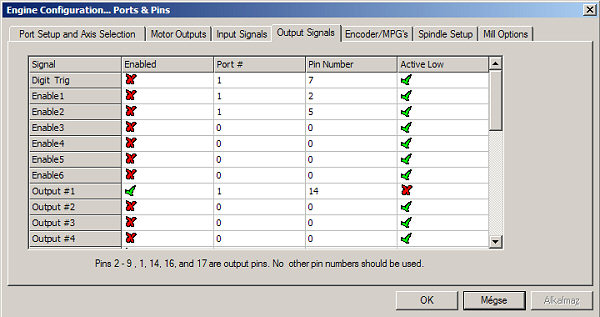
(pomocné výstupy)
Výstupy pre relé. V našom prípade je aktívne jedno, ktoré spína obrábací motor. Pri Profi2B sú aktívne 4 výstupy!
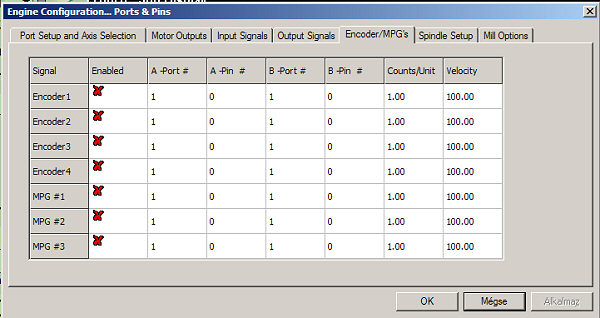
(encoder a MPG vstupy)
Tu sa zadávajú hodnoty pre ručné ovládanie.
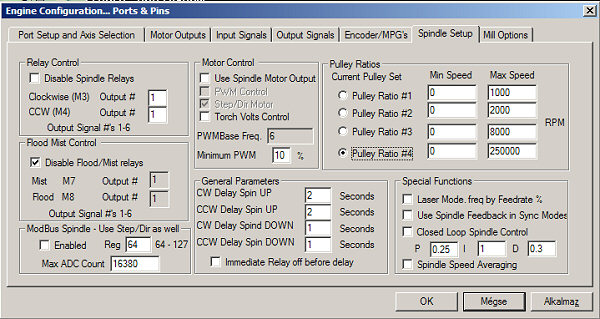
Nastavenie ovladania obrábacieho motora.
(2.5D, digitalizér, ovládanie plazmy )
Nastavenie motorov - motor tuning:
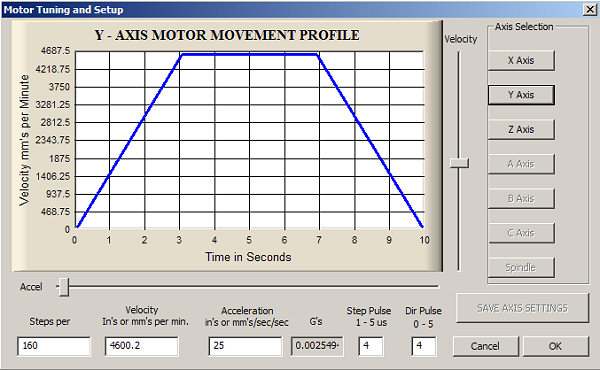
(Motor Tuning)
Toto je jeden z najdôležitejších Setupov! Tu je potrebné zadať dáta pre jednotlivé motory rýchlosť, zrýchlenie, krokovanie a pod.
Pri Profi1 ovladači je Step Pulse=4 a Dir Pulse=4 !
Metodika nastavenia:
- Najprv je potrebné kliknúť na tlačítko danej osi a po nastavení hodnôt ich uložiť funkciou - SAVE AXIS SETTINGS!
- Potom ďalšia os a postup rovnaký.
Vysvetlivky:
- Step per = 1unit (mm) koĺko krokov je potrebných na posun o 1mm Velocity = max rýchlosť (mm/min),
- Acceleration = zrýchlenie mm/s2 , G's = vypočítané zrýchlenie.
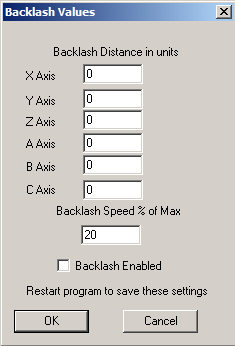
Nasledujúca menu: Baklash (kompenzácia nepresností mechaniky):
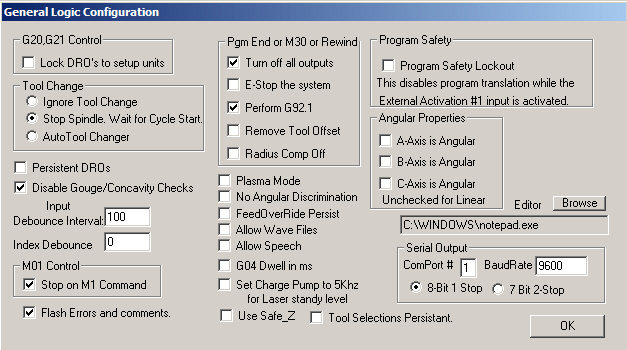
Logic menu:
State menü:
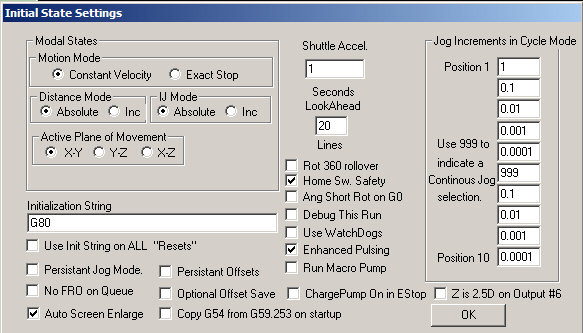
(2 menu)
Auto Screen Enlarge = Obrazovku upravý na aktuálne hodnoty- Profi V2.1 1024×768!
Enhanced Pulsening = keď máme dostatočne rýchle PC - touto funkciou bude krokovanie plynulejšie
Motion Mode:
- Costant Velocity = stála rýchlosť
- Exact stop = pred každým pokynom zastane
Distance Mode:
- Absolute = G-kod koordináty - počíta ich od 0,0,0

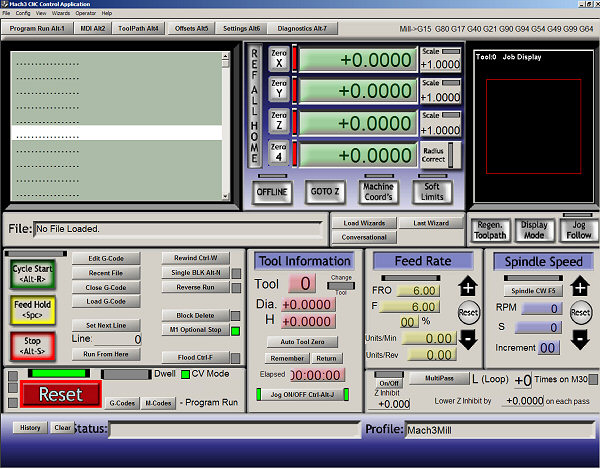
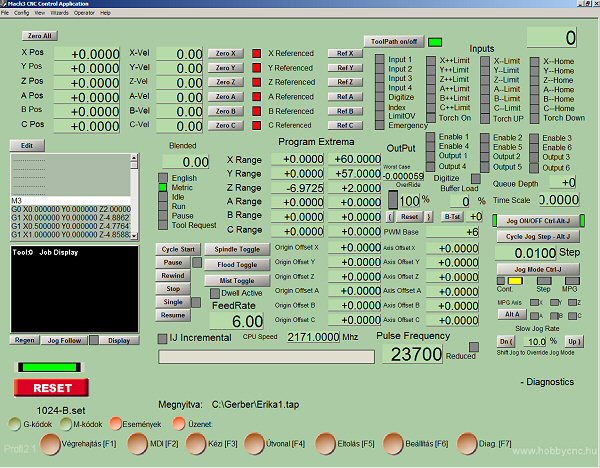
Pracovná plocha:
Niektoré polia sú prevzaté z Mach2
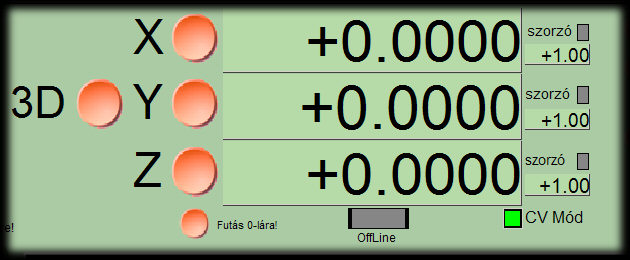
(Pozície)
Unit alebo v mm ukazuje relatívne koordináty. Tlačítkamy je možné ich vynulovať v aktuálne pozícii. Tlačítko CV označuje mod s konštantnou rýchlosťou. Offline svieti, keď len simuluje pohyb - motory stoja.
Ručný pohyb.
Keď je zapnuté ručné ovládanie ovláda sa z klávesnice šipkamy a tlačítkamy PageUp, PageDown - to isté + Shift zrýchly na max rýchlosť.
Pracovná cesta:
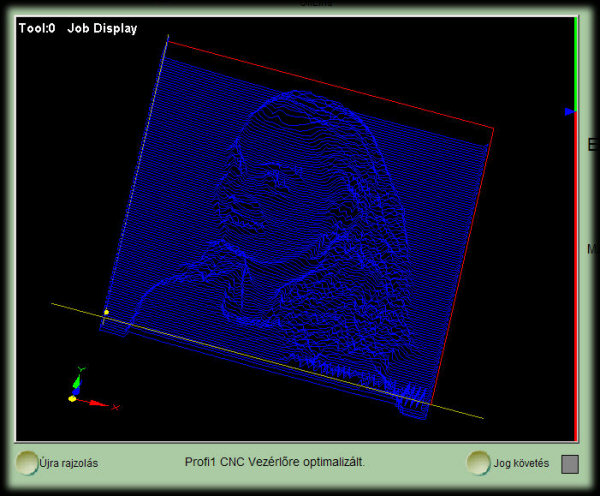
(dráha prac.nástroja)
Na základe vygenerovaného G-kódu stanovená dráha nástroja v 3D.
RESET:

(Reset)
Kým svieti toto tlačítko všetko je vypnuté. Stačí naň kliknúť a opäť sa dá pokračovať v práci. Je možné ho použiť ako núdzové zastavenie v prípade problémov.
Test panel:
(diagnostika)
Impor súborov
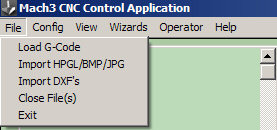
(Tu si vybereme typ súboru)
Load G-Code slúži na otvorenie súboru z už vygenerovaným G-kódom. Pri ostatných typoch sa G-kód generuje pri importe a dá sa uložiť. Okrem iného zahrňuje už aj nastavenia rýchlostí, hľbky, číslo nástroja a pod. Pri novších verziách je tzv Lazy cam - cez ten je možné importovať súbory a zadávať nastavenia - rýchlosť, hĺbka a pod.
HPGL (plotter file):
(HPGL formát)
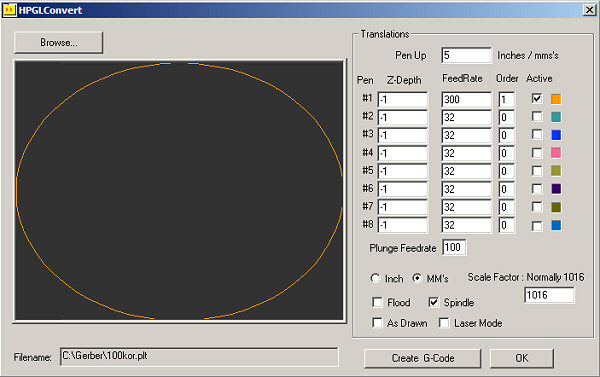
Pri programoch, ktoré poznajú export súborov HP plotter (HPGL), je rozumné to využiť už pri tvorbe a nastavení. (napr. Corel Draw) v tomto prípade sa texty už nemusia konvertovať. Pri DXF sa musia premeniť na krivky - curves.
Kroky: napr.: Corel Draw 11 -> HPGL -> Mach3:
Samozrejme miery sa musia nastaviť na mm!
Pen Up je hodnota akou sa nástroj presúva nad materiálom v unit-miere.(pozitívne čísla)
A Z-Depth je hĺbka rytia - obrábania (negatívne čísla!!!) v unit-miere.
As Drawn nech je vypnutý, keď chceme aby ľavý spodný okraj zodpovedal hodnote koordinátov 0,0 (inak to bude hodnota 0,0 zadaná v Corely)!!!
Laser Mode - je pre rezanie laserom.
FeedRate je rýchlosť rytia (unit/min)!
Plunge Feedrate rýchlosť zarytia (Unit/min)!
Spindle musí byť zapnutý lebo spína relé a tým aj obrábací motor.!
Active ryje iba krasby v žiadanej farbe!
Order je poradie opracovania podľa farieb!
Create G-Code je potrebné uložiˇť takto vagenerovaný G-kód!
DXF import:
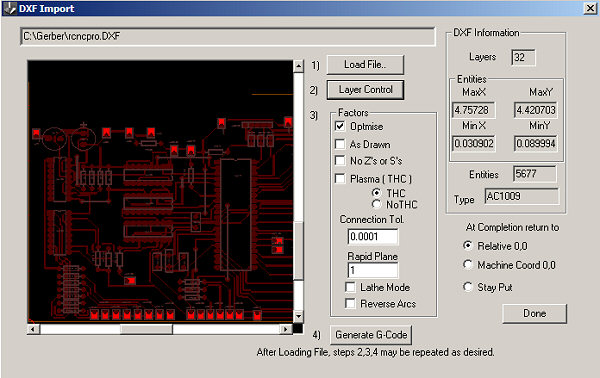
(DXF import)
Z DXF formátov je len R11, R12 podporovaný! Texty musia byť v krivkách.!
Kroky pri importovaní sú očíslované!
1. Load File ( DXF import).
2. Layers Control. Parametre pre jednotlivé kroky:
(údaje o krokoch)
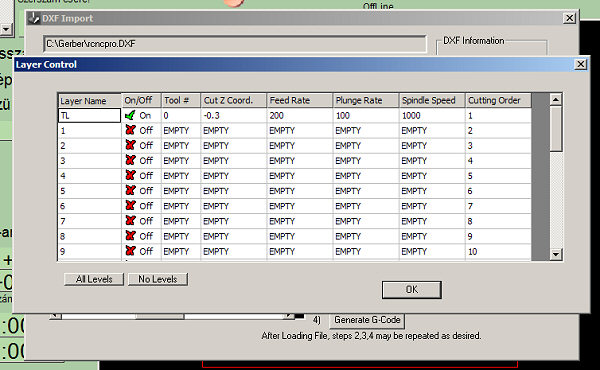
Toto je najdôležitejšia časť. Vidíme tu jednotlivé vrstvy ktoré sme vytvorily pri kreslení DXF.
Layer Name = meno vrstvy. On/Off = On použiť, Off nepoužiť danú vrstvu.
Tool # = K vrstvám patriace číslo obrábacieho nástroja - dáta nástroja ovplyvňujú dráhu obrábania
Cut Z Coord. = Hĺbka rytia.
Feed Rate = Rýchlosť rytia unit/min
Plunge Rate = Rýchlosť zarytia pri pohybe dolu unit/min (pri pohybe hore ide max. rýchlosťou )
Spindle Speed = Otáčky obr. motora - pri Profi1 ovladači to neplatí - reguluje sa na motore
Cutting Order = poradie vykonania
Tieto údaje sa stanú súčasťou G -kódu.
Po tomto je potrebné uložiť G-kód, Inak ho nenaimportuje.
(ostatné parametre)
Rapid Plane - je to výška pri presúvaní nástroja medzi rytím.
Drawn - Pri vypnutí sa kresba umiestni na koordinát stroja 0,0. !
Gravírovanie Fotografie (3D):
(3D foto )
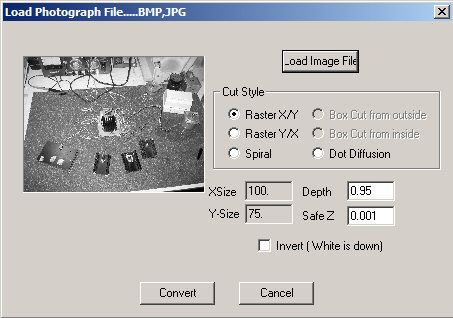
Medzi základné funkcie Mach3 patrí fotogravírovanie 3D! K tomu slúži ako vstupný súbor bmp alebo jpg . Fotografiu najprv premení na čierno bielu a následne podľa odtieňov, zadanej hĺbky a ostatných parametrov. Je možné zadať hľbku a aj to aby zodpovedala čiernej alebo bielej.
(foto gravírovanie)
Prvý krok je príprava súboru (nastavenie v hodných kontrastov. Toto si vyžaduje pokusy a skúsenosti. Potom treba súbor odoslať (Load Image File).
Je potrebné zadať štýl rytia. Môže to byť raster v smere X/Y až po bodky.
Depth je najhlbší bod rytia (negatívne číslo v mm), Safe Z je presun nástroja - horný doraz - pozitívne číslo.
Inverz - biela farba bude najhlbšie!
Táto práca je časovo veľmi náročná.
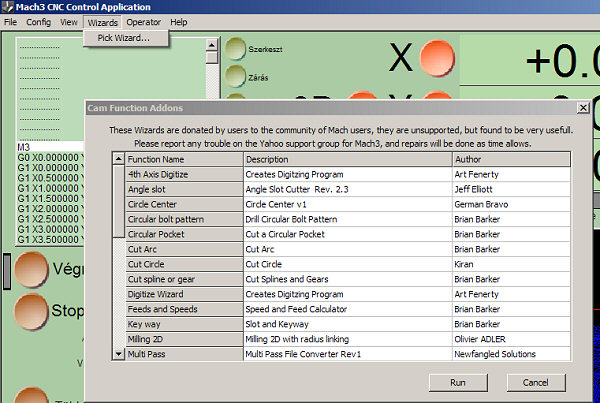
Wizards/Pick - Sú to vývojové verzie rôznych pracovných plôch, ktoré slúžia na jednoduché ovládanie a funkcie bez potrby importovasnia súboru.
Mach sa neustále aktualizuje a zdokonaľuje, preto tento popis má slúžiť ako orientačný.
Tento program je produktom : Art of CNC
Registrácia:
(zrušenie obmedzení)